Innovations in Stone Handling Equipment
With safety ranking as a top priority in stone fabrication shops, manufacturers of material handling equipment continually
evolve their product lines to accommodate fabricators’ needs. The following is a look at some of the latest product introductions for moving stone slabs efficiently and safely around the shop.

Never again will fabricators have to lift a stone slab and try to walk between the ribs of an A-Frame or cart because the Super Roller, available from Braxton-Bragg, is designed to safely and easily “roll” stone slabs off a truck. The individual “Super Rollers” attach to any A-frame or kitchen transport cart. The Gang Super Roller is designed to sit on the tailgate of your pickup truck or to support and extend movement of the stone beyond a transport cart. Each Super Roller has a weight limit of 500 pounds and the Gang Super Roller weight limit is 1,500 pounds.

F. Barkow Inc. is a custom manufacturer of exterior and interior stone racks for cargo vans and pickup trucks. The stone racks are designed for transporting full countertops, islands or backsplashes and are now engineered to fit the new generation of cargo vans — Ford Transit, Dodge ProMaster and Nissan NV. The exterior racks include a 24-inch lower splash panel and are mounted approximately 18 inches from the ground, making it easy to load and unload stone. All fully welded aluminum or stainless steel racks are equipped with Stake-Loc® self-locking stakes, Barkleats™ and Barpads® for added safety and protection during transportation.
www.stonecarriers.com

The Xtreme Transportation Rack, exclusively from GranQuartz, is a hot-dipped galvanized steel construction with non-marking transparent rubber-lined surfaces to protect stone from damage during transport. Includes eight uprights and straps, and there is an optional wheel kit for easier movement in shop. The rack has a 2,005-pound capacity and is available in two sizes: 96 x 43 x 68 inches or 78 x 43 x 58 inches.
The Manzelli® Evolution VAM 5PN 625Kg Lifter is also exclusively from GranQuartz. Several features of the lifter include:
- New patented air system allows discreet placement of many of the air lines inside the structure, reducing the potential for snags
- Lifting capacity 1,377 pounds vertical/horizontal
- Central vacuum plate rotates 90 degrees, all other plates rotate 180 degrees
- Five stainless steel plates, each with its own vacuum loss indicator

The Groves Incorporated BR2.5-90 extra-long heavy-duty bundle rack was designed for jumbo-sized stone bundles with a capacity of up to 9,000 pounds between two posts (4,500 pounds per post). The BR2.5-90 features heavy-gauge, welded, steel construction and 2.5-inch-square tubular steel posts and a durable industrial powder coat finish for years of service. The 90-inch length can be connected to additional units with the supplied 11-inch connector tube for longer storage runs. Note: the BR2.5-90 must be bolted to the floor for safety. Patent # 7143901

Groves Incorporated’s heavy-duty TR4482 transport racks are designed for fabrication and transportation of products to the jobsite. They feature a 4,000-pound capacity, heavy-gauge, square, tubular steel frames and a hot-dip galvanized for years of service. Slabs and finished products are protected by rubber padding riveted to the base and uprights of the rack. The hold down bars also include riveted rubber pads running their entire length.TR4482 racks are designed with forklift hoops on the sides for secure movement. Quick-release mounting pins change the rack from mobile to stationary.

Most stone fabrication companies send shop guys to the field two to three times per week to help their installers get heavy and awkward counters in. This labor expense alone costs them around $1000/month per install crew. This unnecessary hit to bottom-line profits can now be completely eliminated with the No Lift Install System. Installer injuries are also a thing of the past. The No Lift System mechanically lifts the counters, safely rotates them into the horizontal position and easily rolls them onto the cabinets.

The Pro-Lift Automatic by Omni Cubed is designed to increase efficiency and productivity around the shop and install site, while reducing physical strain and risk of injury. The Pro-Lift provides a safer means of stone transportation and installation, and can be used for any size or shape of countertop up to 1,000 pounds. The automated lift feature elevates stone up to 45 inches from the ground, and enables controlled tilting for easier less-hazardous installation.

Aqua-Jaw™ Carry Vise™ by Omni Cubed reduces strain and injury by promoting safer, more ergonomic lifting and providing better control of movement for heavy slabs. They are the only stone carrying clamp that uses a vise action to allow carrying up stairs and over other slanted or challenging terrains. Aqua-Jaws are the highest capacity carry clamps on the market, accommodating up to 800 pounds per pair.

The Rock Jockey’s purpose is to eliminate additional personnel needed for moving slabs safely. It allows one man to safely and efficiently remove or position a slab in a slab rack, A-Frame or photo station. The Rock Jockey also releases the safety latch, reducing the need to hit the hook with a stick.
Features include:
- Remote Control
- Remote activated clamp trigger release
- 360 degrees continuous turning capability
- Built-in clutch to retard crosswind effects
- Industrial grade construction
- Weatherproof
- Rechargeable self-contained military grade components
- Made in the USA
(Available for Abaco and Ardwolfe 50 Lifters** Abaco model year must be 2008 or newer.)
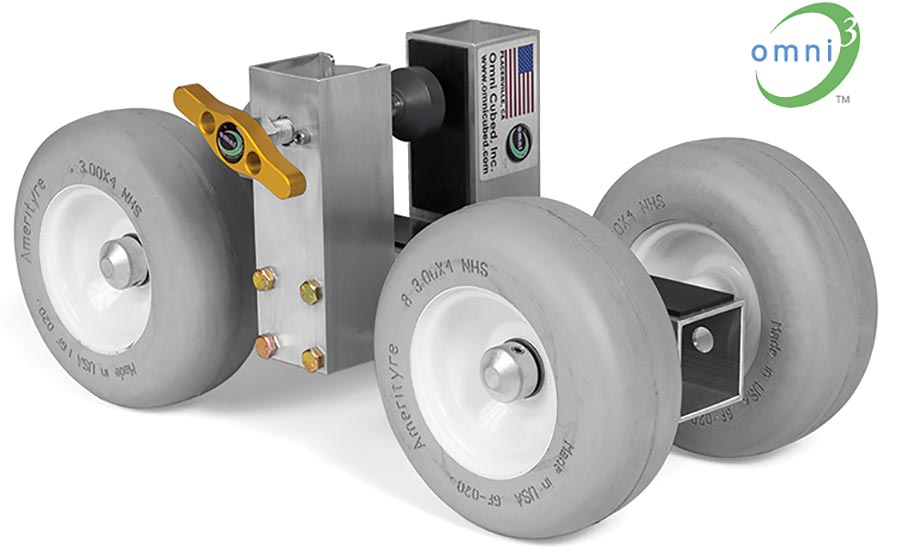
The Omni Pro-Dolly™ HD2 allows easier transport and installation of countertops. An aluminum frame makes this dolly extremely compact and lightweight — only 35 pounds — yet strong enough to accommodate a half-ton load. The dolly’s low profile allows more clearance for tall pieces through doorways. This product is often used in pairs to handle extra-large pieces (up to 2,000 pounds). Integrated clamps hold countertops securely so the dolly can stay attached from the fabrication shop to final placement. The HD2 features 10-inch, non-marking, flat-free tires with excellent shock absorption, and a rubber-lined support rail to prevent damage to stone.
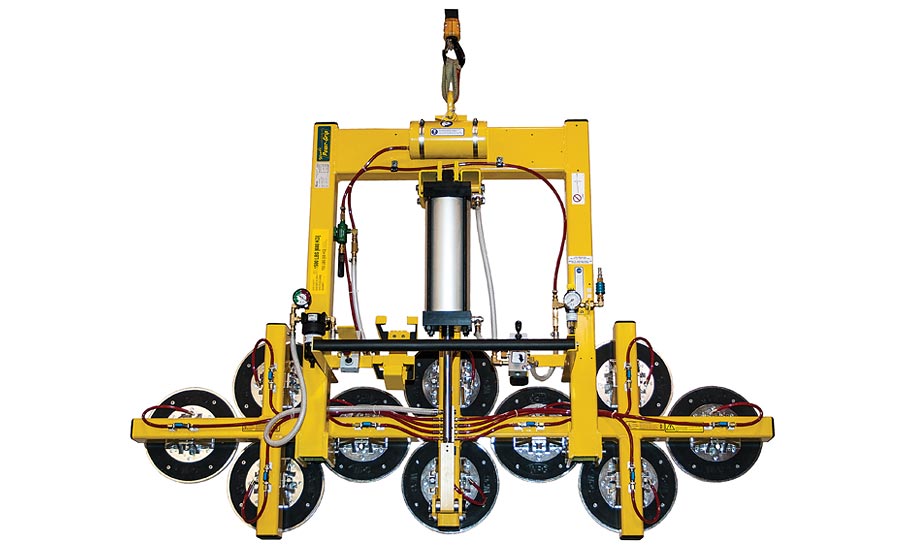
Salem Stone is your source for material handling equipment. Partnering with Wood’s Powr-Grip®, Salem brings you one of the best stone lifters on the market – the PT10FS10TAIR. This vacuum lifter has established itself as the main workhorse for handling stone slabs in fabrication shops. It features powered tilting, 10 specially designed vacuum pads and an impressive 1,500-pound (680 kg) capacity. Specialized vacuum pads attach quickly to uneven surfaces, handling both unfinished and finished slabs. Individual pad shutoffs allow the lifter to attach to oddly shaped slabs, while a high-flow vacuum system provides a quick release, increasing efficiency.

Panther Shop Carts from Stone Boss are used to move material around the shop and jobsite. Constructed of high-quality steel with a 3,000-pound capacity. Available in 12-inch and 18-inch decks.

StoneMen Solutions offers the “Hercules Series” by Dal Forno, a leader for material handling within the stone industry for 50 years. Handling equipment options include vacuum lifts, jib cranes, overhead suspended crane systems, chain hoists and more. Vacuum lifts are designed and built to the highest quality standards with light alloy materials, CE machine compliance and safety features, including a pre-vacuum tank, vacuum gauge/switch and audible/luminous alarms. The lifts can be tilted from 0-90 degrees for horizontal and vertical lifting, offered in pneumatic power tilt or manual, including the ability to lift special shapes and a variety of surfaces (polished, raw, flamed, bush-hammered, etc.).
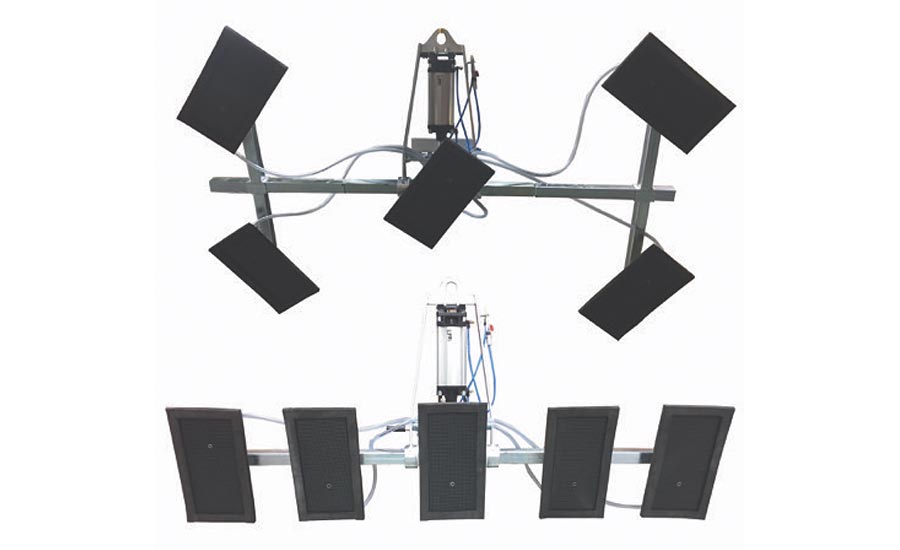
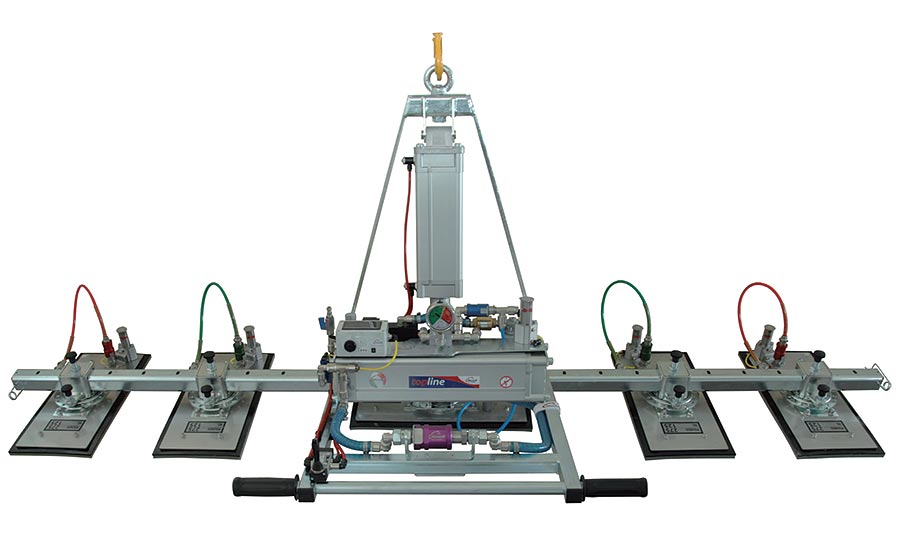
The Weha A1500 Vacuum lifter has a capability to lift 1,500 pounds in both vertical and horizontal lifting. Configure the pads in whatever way is best for your needs. Each of the five vacuum pads is 12 ½ x 22 ½ inches, can lift up to 300 pounds and is mounted on a swivel that allows it to spin 90-degree locks. The ability to swivel and move the vacuum pads give greater flexibility in placing the pads on the stones. Frame is hot-dipped galvanized and designed to last for 20+ years without any worry or metal fatigue.
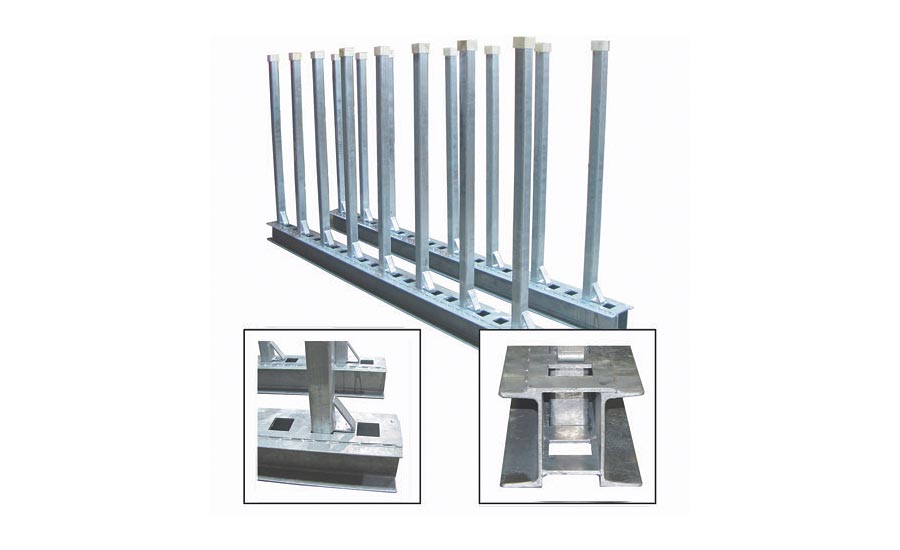
The Weha Hippo Heavy Duty Multi Bundle Rack has a 190,080-pound weight capacity with 23,760-pound capacity per set of posts. This bundle rack is the strongest and largest weight capacity granite and stone bundle rack produced. It comes with two 10-foot bases and 16 posts with white rubber caps. Each post comes with the standard Weha Signature Safety Angle Bracket. The base is 7 ¾ inches wide x 6 inches high double 6mm C channel with 6mm double plates made of premium grade European single processed steel. Fully galvanized for years of service.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





