
Tab India has continually invested in its state-of-the-art granite factory in Tamil Nadu, India, which was originally established in 1995.
Established in 1995 and headquartered in Jaipur, India, Tab India has developed into one of the largest and most innovative integrated natural stone manufacturers in India. The company is involved in stone quarrying and stone processing, and it ships materials to destinations around the world.
In terms of granite processing, Tab India has continually invested in its state-of-the-art factory in Tamil Nadu, India. “It is a completely integrated manufacturing facility,” explained Sumit Gupta, Managing Director of Tab India. “The blockyard in the center feeds the slab plant on one side and the tile plant on the other side.”

For slab processing, the factory has eight jumbo gangsaws, including two from Breton of Italy and six from Gaspari Menotti, also of Italy.
For slab processing, the factory has eight jumbo gangsaws, including two from Breton of Italy and six from Gaspari Menotti, also of Italy. These gangsaws are 4.6 meters wide, which allows them to accommodate more blocks than a standard gangsaw.
Prior to being processed on the gangsaws, the blocks are squared on one of four diamond wire saws from Bidesimpianti of Italy. This adds a higher level of quality to each finished slab.
Slabs are polished on one of two Breton KG 3000 polishing lines, which have robotic loading and unloading of slabs. The polishing lines are also equipped to produce book-matched slabs on request.
The factory also houses a fully automated resin plant from Breton, and 100% of production is treated with resin products from Tenax S.p.A. of Italy. “These are transparent resins, not something to artificially enhance the stone,” Gupta said. “We want the best quality, even if it costs more money to attain. With the equipment we have in place, our quality is untouchable.”
The gangsaws are capable of producing 600,000 square feet of slab per material per month, while the slab-polishing capacity is 900,000 square feet per month.

The gangsaws are 4.6 meters wide, which allows them to accommodate more blocks than a standard gangsaw.
Over the years, Tab India has been responsible for a broad range of prominent projects across the world, including several in the U.S. Among the most recent jobs, Tab India processed Silver Pearl granite for the 60-story AIG building in Atlanta, GA.
Tab India ships to over 400 distributors worldwide, and it currently delivers approximately 4,000 containers per year. All transactions, services, tracking, updates and batch samples are handled from the company’s U.S. office, Amsum & Ash of Minneapolis, MN, with Amit Gupta heading operations in America. The company also maintains supplemental inventory for convenient container distribution in major U.S. cities, and it provides extensive sales and marketing support.
The company also maintains a Web site atwww.amsumash.com, which is updated regularly with new projects and materials on display.

Prior to being processed on the gangsaws, the blocks are squared on one of four diamond wire saws from Bidesimpianti of Italy. This adds a higher level of quality to each finished slab.
For tile production, blocks are first processed on one of four multi-disc blockcutters, including two from Simec and two from Breton. The units are engineered for optimal stability, as they are centered right before the beam. Moreover, all of the blockcutters are capable of processing 24- x 24-inch tiles.
The tile-processing plant is completely automated to the point that there is no human intervention, and both finishing lines are equipped for continuous 24- x 24-inch tile production as required. The line is equipped for chamfering, calibrating and other processes for 24- x 24-inch tiles, which have a thickness of 1.2 cm. Additionally, the finished tiles can be resin-treated as needed.
Currently, the blockcutters are capable of producing 250,000 square feet of tile per month, while the finishing lines have a capacity of 300,000 square feet per month.
As testament to the company’s abilities in large-scale tile production, it is currently processing more than 70,000 square meters (750,000 square feet) of 60- x 60-cm tiles for a mall project in Russia, which is being supplied over a period of only four months.
With two slab-processing lines in place, Tab India is capable of polishing 900,000 square feet of slab material per month.
Tab India has taken a number of measures to ensure quality control and also contribute to the surrounding community. The company is CE compliant, conforming with the highest standards set by the European Economic Area (EEA), and it is also ISO 9001: 2008 certified.
In terms of environmental and social contributions, Tab India is ISO 14001 and OHSAS 18001 certified, which recognizes environmentally conscious operations and corporate social responsibility. In just one example of this, Tab India sponsors schools for underprivileged children in the vicinity of the factory.
In both its quarrying and production operations, Tab India strives to ensure meticulous maintenance of all equipment, and its technical personnel have been honored on an international basis for their level of skill and expertise.
The granite factory has a total of 700 employees working multiple shifts, and it is equipped for optimal recycling. A total of 100% of the water used during processing is recycled, and the dry mud cakes are used by the local municipality for road repairs and other projects.
The company is continually searching for new quarry sites, and over the last year, it has developed a quarry for Supreme Black granite, one of the premium black granite varieties in India (“A new source for pure black granite in India,” October 2009 Stone World, page 114). All quarry workers are outfitted with personal protection devices such as helmets, safety glasses, ear plugs, industrial boots and protective boots, all of which are mandatory for everyone to use. A large kitchen with a trained team of cooks provides for hygienic and healthy food, free of charge to all workers at the quarry by the company - along with other benefits such as health check-ups, personal insurance, etc.

Slabs are polished on one of two Breton KG 3000 polishing lines, which have robotic loading and unloading of slabs. The polishing lines are also equipped to produce book-matched slabs on request.
Additional Photos

The factory also houses a fully automated resin plant from Breton, and 100% of production is treated with resin products from Tenax S.p.A. of Italy.

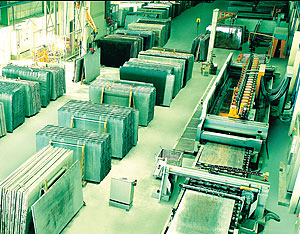
A vast inventory of slabs is maintained at the facility in India.

Tab India ships to over 400 distributors worldwide, and it currently delivers approximately 4,000 containers per year.

Finished material is meticulously inspected by quality-control personnel prior to packaging and shipment.

“It is a completely integrated manufacturing facility,” explained Sumit Gupta, Managing Director of Tab India. “The blockyard in the center feeds the slab plant on one side and the tile plant on the other side.”

For tile production, blocks are first processed on one of four multi-disc blockcutters, including two from Simec and two from Breton.

All of the blockcutters are capable of processing 24- x 24-inch tiles.

The tile finishing lines have a capacity of 300,000 square feet per month.

Both finishing lines are equipped for continuous 24- x 24-inch tile production as required.

For cut-to-size work, the factory has multiple bridge saws from Breton, including the SpiderBreton FR 800 PC computercontrolled model.

Equipment for architectural work also includes a Comandulli Omega 100 for automated edgework.

The company also offers custom finishes with a fully automated flaming line from Pellegrini of Italy.

The company is continually searching for new quarry sites, and over the last year, it has developed a quarry for Supreme Black granite, one of the premium black granite varieties in India.

Among the most recent jobs, Tab India processed Silver Pearl granite for the 60-story AIG building in Atlanta, GA.


Tab India also recently fabricated Tan Brown granite cladding for the Nautilus Insurance Building in Phoenix, AZ.

