Diamond crystals can be synthetically grown in a wide variety of qualities, shapes and sizes. Synthetic diamond has replaced natural diamond in virtually all construction applications because of this ability to tailor-make the diamond for the specific application. Diamond is grown with smooth crystal faces in a cubo-octahedral shape and the color is typically from light yellow to medium yellow-green. Diamond is also grown to a specific toughness, which generally increases as the crystal size decreases. The size of the diamond crystals, commonly referred to as mesh size, determines the number of diamond cutting points exposed on the surface of a saw blade. In general, larger mesh size diamond is used for cutting softer materials while smaller mesh size diamond is used for cutting harder materials. However, there are many interrelated factors to consider and these general guidelines may not always apply.
Diamond concentration
The number of crystals per volume, or diamond concentration, also affects the cutting performance of the diamond tool. Diamond concentration, commonly referred to as CON, is a measure of the amount of diamond contained in a segment based upon volume. A common reference point is 100 CON, which equals 72 carats per cubic inch. Diamond concentration for construction tools is typically in the range of 15-50 CON. A 32 CON would mean that the tool has 23 carats per cubic inch or about 4 carats per segment. Increasing the diamond concentration by providing more cutting points will make the bond act harder while also increasing diamond tool life. Optimum performance can be achieved when the diamond tool manufacturer utilizes his or her experience and analytical capabilities to balance diamond concentration and other factors to achieve optimum performance for the cutting operator.Diamond shape and size
Diamond shapes can vary from tough blocky cubo-octahedral crystals to more friable crystals with less well-defined geometry. Diamond crystals with blocky shapes and sharp edges are generally better suited for stone and construction applications. The blocky shape provides greater resistance to fracturing, and thus provides the maximum number of cutting points and minimum surface contact. This has a direct impact in a lower horsepower requirement for the machine and to maximize the life for the tool. Lower grade diamond is less costly and generally has more irregularly shaped and angular crystals, and is more suited for less severe applications.Synthetic diamond can be grown in a variety of mesh sizes to fit the desired application. Mesh sizes are generally in the range of 20 to 50 U.S. Mesh (840 to 297 microns) in construction applications. The size of the diamond crystals as well as the concentration determines the amount of diamond that will be exposed above the cutting surface of the segments on the blade. The exposure, or height, of diamond protrusion influences the depth of cut of each crystal, and subsequently, the potential material removal rate. Larger diamond crystals and greater diamond protrusion will result in a potentially faster material removal rate when there is enough horsepower available. As a general rule, when cutting softer materials, larger diamond crystals are used, and when cutting harder materials, smaller crystals are used.
The diamond mesh size in a cutting tool also directly relates to the number of crystals per carat and the free cutting capability of the diamond tool. The smaller the mesh size, the larger the diamond crystals, while larger mesh size means smaller diamond. A 30/40 Mesh blocky diamond has about 660 crystals per carat, while a 40/50 Mesh diamond will have 1,700 crystals per carat.
Specifying the proper mesh size is the job of the diamond tool manufacturer. Producing the right number of cutting points can maximize the life of the tool and minimize the machine power requirements. As an example, a diamond tool manufacturer may choose to use a finer mesh size to increase the number of cutting crystals on a low concentration tool, which improves tool life and power requirements.
Diamond impact strength
All diamond is not the same, and this is especially true for the strength of diamonds used in construction, and fabrication applications. The ability of a diamond to withstand an impact load is typically referred to as diamond impact strength. Other diamond-related factors, such as crystal shape, size, inclusions and the distribution of these crystal properties, play a role in the impact strength as well.Impact strength can be measured, and is commonly referred to as Toughness Index (TI). In addition, crystals are also subjected to very high temperatures during manufacturing and sometimes during the cutting process. Thermal Toughness Index (TTI) is the measure of the ability of a diamond crystal to withstand thermal cycling. Subjecting the diamond crystals to high temperature, allowing them to return to room temperature, and then measuring the change in toughness makes this measurement useful to a diamond tool manufacturer.
The manufacturer must select the right diamond based on previous experience or input from the operator in the field. This decision is based, in part, on the tool's design, bond properties, material to be cut and machine power. These factors must be balanced by the selection of diamond grade and concentration that will provide the operator with optimum performance at a suitable cost.
In general, a greater impact strength is required for more demanding, harder-to-cut materials. However, always using higher impact strength diamond that is more expensive will not always benefit the operator. It may not improve, and may even degrade tool performance.
How diamond tools work
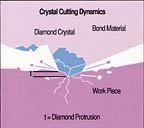
A diamond saw blade is composed of a circular steel disk with segments containing the diamond that are attached to the outer perimeter of the blade (Figure 1). The diamonds are held in place by the segment, which is a specially formulated mixture of metal bond powders and diamond, which have been pressed and heated in a sintering press by the manufacturer. The diamond and bond are tailor-made to the specific cutting application. The exposed diamonds on the surface of the segment do the cutting. A diamond blade cuts in a manner similar to how sand paper cuts wood. As the blade cuts, bond tails are formed that trail behind each diamond (Figure 2). This bond tail provides mechanical support for the diamond crystal. As the blade rotates through the material, the diamonds chip away at the material being cut (Figure 3).Contrary to a popular advertising campaign, a diamond is not forever. The exposed diamond cutting points eventually wear away, and if not for some provision to replace these cutting points, the blade or bit would soon be useless. This process is actually desired as it provides a new layer of diamond crystals to continue the cutting action.
The ideal life of a diamond starts as a whole crystal that becomes exposed through the segment bond matrix. As the blade begins to cut, a small wear-flat develops and a bond tail develops behind the diamond. Eventually, small microfractures develop, but the diamond is still cutting well. Then the diamond begins to macrofracture, and eventually crushes. This is the last stage of a diamond before it experiences a pop-out, where the diamond quite literally pops out of the bond. The blade continues to work as its cutting action is taken over by the next layer of diamonds that are interspersed throughout the segment.
The metal bond matrix, which can be made of iron, cobalt, nickel, bronze or other metals in various combinations, is designed to wear away after many revolutions of the blade. Its wear rate is designed so that it will wear at a rate that will provide maximum retention of the diamond crystals and protrusion from the matrix so that they can cut. The diamond and bond work together and it is up to the manufacturer to provide the best combination based upon the specific cutting requirements. Critical factors for both sides to address are the bond system, material to be cut and machine parameters. The combination of diamond and bond accomplishes a number of critical functions:
E Separation and support for the diamond
E Control of the segment wear rate
E Introduction of new diamond cutting points
E Optimum diamond retention
E Distribution of the impact load of the diamond as it grinds
Cutting Edge and Operator Certification students receive a magnifying loop so that they can observe the different phases of the life of the diamond crystals. If the diamonds are becoming polished, the operator needs to change the operating conditions or switch to a more suitable blade for the application.
Blade design
The diamond/bond system is a critical factor in producing good cutting performance, but it is also supported by other factors that the diamond tool manufacturer and contractor must address. The blade cores have slots or gullets, which allow the blade to flex under the pressures of cutting, allow air or water to circulate and cool the blade while helping to remove the swarf that results from the material being cut. All blades have center holes that vary in size, depending on the saw shaft on which they will operate.The segments that are attached to the blade must be wider than the core, otherwise the blade core will wear quickly and render the diamond blade useless. The overlap of the segment over the blade core is called side clearance, and it allows the blade to turn in the cut without dragging on
the sides.
The manufacturer tensions blades (sometimes called smithing) at the factory so they will run straight at the design cutting speeds. Proper tensioning allows the blade to remain flexible enough to bend slightly under the cutting pressure and snap back into position. The manufacturer will also check for concentricity and straightness or run-out. During the manufacturing break-in, or grinding and dressing process, individual diamond crystals are exposed on the outside edge and sides of the diamond segments or rim. These exposed surface diamonds make the blade ready to cut right out of
the box.
Segment attachment
It is important for the operator to understand that different methods are utilized to attach the diamond segments to the steel core. Two of the more popular methods utilized today include brazing and laser welding.
Brazing
The traditional method that has long been used to attach segments to the steel core is brazing. A silver solder, placed between the segment and the core, is heated above the melting point to bond the segment to the core. The type of solder used melts at high temperatures (above 400?F). This melting temperature is below the temperature a blade encounters during dry sawing, and is the reason that braze welded blades should not be operated dry.
Laser welding
The diamond segment and the steel core are fused together by a laser beam. The laser beam melts a portion of the steel core and the segment backing metal, forming a weld. This weld is stronger than either the steel core or the segment, and does not melt at the higher temperatures encountered when cutting dry.
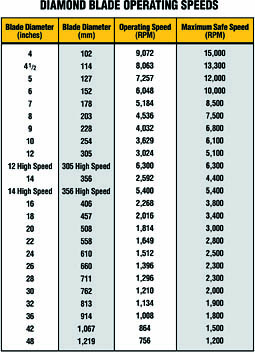
Blade operating speeds
Manufacturers produce blades for specific applications. They recommend operating speeds or a maximum operating speed for that blade, and print this information directly on the blade. Recommended operating speeds are based on blade size, equipment type and the type of material being cut. Maximum operating speeds are set by the American National Standards Institute (ANSI) Code B7.1. Never operate a blade above the maximum or "Do Not Exceed" rpm (revolutions per minute) stamped on the blade. Failure to comply with this warning is dangerous and can result in injury or death.The operating speeds for cutting hard material such as stone have been found to be best around 10,000 sfpm (surface feet per minute) or the surface speed of the diamond cutting segments on the periphery of the blade. This operating limit has been established as an optimum speed for cutting masonry and concrete. The diamond blade operating speeds (Figure 4) have been developed to provide operators with recommended operating speeds and maximum safe speeds in terms of rpm. The table provides a recommended operating speed and a maximum safe speed for a range of blade diameters. Attaching a tachometer to the machine?s blade shaft can check machine speeds. Class participants in CSDA?s Cutting Edge and Operator Certification training classes receive specific information on blade speeds and a blade speed calculator so that they can adjust machine rpm in the field when operating blades of different diameters.
It is important for the operator to use the correct operating conditions to maximize blade performance. For optimum blade life and cutting speed, the actual operating speed will most likely have to be adjusted for the type of material encountered. In general, higher operating speeds make the blade act harder and tend to lengthen blade life, but slow the cutting. Decreasing blade speed will make the blade act softer, but blade life will also decrease.
When in doubt about the correct operating speed for a particular material, it is better to choose a lower speed rather than a higher speed. Once the blade is cutting well, the speed can be increased to optimize life of the diamond blade. When cutting softer materials at a faster peripheral speed, a faster forward traverse rate and more water should be used.
Depth of cut
The depth of cut should be adjusted so that a forward speed for a saw of 8 to 10 FPM (feet per minute) can be maintained while cutting stone. Coolant water or some other coolant must be used to cool most diamond blades. If not enough water is used, the swarf will not be removed from the cut quickly. This is a common, but not the main cause, of undercutting where the abrasive particles from the cut wear away the steel core just below where the diamond segment is attached to the steel core. Without sufficient water, the core will also overheat, causing cracks and premature loss of segments. To minimize blade wear, an adequate volume of water is essential. The water flow for cooling saw blades should be between 1.3 and 2.6 gallons per minute. The operator should check the depth of cut with a ruler like the one included in the Operator?s Field Kit that students of CSDA Training Programs receive.Tensioning
Diamond blades are tensioned by the manufacturer to run true at the recommended rpm, which is stamped on the blade. Tensioning is designed to keep blades from distorting at high speeds. The blade is actually manufactured in the form of a dish that will straighten when the blade is rotated at optimum speed. The dishing is small, in the order of 0.0005 inch per inch of diameter. The tensioning can be accomplished by a mechanical roller tensioning machine or a hammer smith. This process is especially critical for blades of larger diameter, such as a 24-inch diameter and up.
If the design speed is not achieved, the blade will tend to wander as cutting begins. When a blade is said to be out of tension, the amount of dish is not correct. Such a blade would wobble from side to side while out of the cut, and it wanders when placed in the cut. An out-of-tension blade cannot be made to cut a straight line.
Machine drive power
Another factor to consider when optimizing the cost-effective use of any blade is the amount of power available to a blade. This also hasan effect upon tool performance. Operating a machine with less power than is required can result in blades that will polish or glaze over, resulting in slow cutting speeds.
In order for a saw blade manufacturer to provide the proper cutting tool, it is necessary to know the maximum horsepower of the machine. Generally, but not always, blades with soft bond segments will break down faster if used with high-horsepower equipment. On the other hand, blades with hard bond segments cut better when used on high-horsepower equipment.
Diamond cutting tools require that pressure be applied for maximum performance. Sufficient pressure must be applied to maintain sharp cutting crystals. If too little pressure is applied, the diamond crystals are likely to become dull and polish. Conversely, too much pressure can also damage the diamond cutting tool.
Blades used to cut hard stone should have segments with tough diamonds and a soft metal bond matrix, otherwise the diamond particles will wear even with the bond surface and the blade glazes over and is unable to cut. Likewise, segments for cutting softer stone should have hard metal bonds, so that the diamond particles are not lost before their cutting life is used up. Aggregate hardness can be measured using the Mohs Hardness Scratch Test. This test kit is included in CSDA training courses and students are taught how to use this tool to help select the right diamond blade.
Troubles
In the early days of cutting, many operators learned that if the blade glazed over, they should turn the blade over so that the diamonds would face the stone in the opposite direction thus exposing new sharp points. If the reason for the polishing or glazing has not been corrected, after one layer of diamonds have been popped out, the blade will once again slow and polish. Unless corrective action is taken, this can cause waste and blade costs can easily increase by 10% or more. The same can happen when the operator hammers the segments to expose new diamonds. Today?s diamonds are more likely to embed, not fracture, into the bond and increase the smooth bearing surface of the blade.Troubleshooting
Some of the more common problems encountered in the field and remedies are:
Loss of tension
The loss of tension in a diamond blade can be caused for many reasons. The blade core could have become overheated from a lack of sufficient water being applied to the blade or a lack of side clearance that results from uneven segment wear. One should make sure the water supply is adequate and is reaching the core near the collars and sheeting out to the cutting area. A blade with more side clearance, and suited to the cutting application, should be used by the operator.
Blade tension may also be lost when a blade is misaligned on the saw, the blade flanges are not of the proper size or the blade is not properly mounted on the arbor shoulder, causing the blade to bend when the flanges are tightened. The operator should make certain that the flanges are clean and of the proper size and are properly mounted and secured.
Segment loss
Overheating of the blade can cause segment loss. This is often the result of a lack of proper water being applied to the cutting area. Another reason for segment loss may be that the blade specification is too hard for the stone being cut, causing the blade to become dull. In this instance, an operator should recognize that the material being cut is different than originally believed and a blade with a softer bond might be better suited to the new material. Segment loss can also occur when the blade is subjected to sharp sudden movements while in the cut or upon initial contact with the stone. The operator should make slow and even contact between the blade and the material to be cut.
Core cracking
If the operator observes that the core is cracking (Figure 5), the blade specification being used may be too hard for the stone being cut. The operator should not put excessive pressure on the blade by pushing, jamming, or twisting the blade into the cut. All of these actions can put undue stress on the blade and can cause metal fatigue.
Blade will not cut
A blade that will not cut can be the result of a number of factors. The first is that the blade specification may not be the proper one for the material being cut. The operator should examine the segments on the diamond blade with a loupe to find out why the blade is not cutting. If the operator finds that the surface of the segment is smooth and that the diamonds are not protruding, then the diamonds may be too friable, the bond too hard or the speed of the blade may be too high. On the other hand, if the operator finds that the diamonds are protruding too far from the bond with little bond support, the bond is not resistant enough for the abrasive material being cut or possibly the diamond/bond combination is not right for the application.
If the operator examines the segment surface and finds that many of the diamonds are missing (pop-outs), then it is safe to assume that the diamond impact resistance is not sufficient or the combination of the diamond/bond is not right for the cutting application. The operator may find the diamonds in place, but with an abnormally high amount of fractures or crushed crystals. The blade may cut fast initially, but overall life is short because the diamonds are too friable or the blade has been subjected to excessive pounding.
The blade may cut well initially, but then slows and eventually stops. The operator may find that the diamonds are in place, but are smooth or have flat tops and are still protruding above the bond surface. In this case the diamond may be too impact resistant, too large a mesh size, too high a concentration or the diamonds may just not have been pushed to their design operating condition.
Field performance
All of the information presented in this article provides an extensive background on how diamond blades are designed and how they should perform. But once the blade is in the field, it is up to the cutting operator to apply a blade to the job-at-hand in a profitable manner. When operating a diamond blade, an operator should regularly inspect for lost segments, uneven segment wear, developing cracks in the segment or steel core, undercutting, overheating, proper diamond exposure, loss of tension or arbor hole/drive pin distortion.The operator should also regularly check common equipment maintenance points such as:
E Blade flanges
E Blade shaft bearings
E Tension of the drive belts
E Alignment of the axle and wheel bearings
E Water delivery system
These actions will help ensure continued optimum performance in a safe manner. Operators should always follow safe operating procedures at all times.
But what if everything does not go as planned? The operator must be able to evaluate the situation, and take action
to keep the sawing operation productive. Many variables can affect diamond blade performance and a knowledgeable operator will utilize his or her skills to optimize diamond blade performance.
Conclusion
The proper use of a diamond requires more than just a good diamond blade and a machine. It requires the skills of a professional cutting operator with the knowledge to effectively utilize the tools in conjunction with the analytical skills learned either on the job or in training programs.For optimum performance of a diamond blade, this article has shown that, in addition to a trained operator, diamond "wear" is a good and necessary characteristic. While a gem diamond may last forever when "worn" on a woman's finger, an industrial diamond for construction applications is only of value when it is wearing away.